Как устроено ювелирное производство в России
-=Реклама. Пост оплачен=-

В детстве я мечтал о хорошей золотой цепочке, точнее, цепи! Я хотел выглядеть как-то так:
Тогда, в лихие 90-е, это казалось символом успеха!
А сегодня это выглядит смешным. Нелепые золотые цепи остались в анекдотах про новых русских, которые сегодня уже мало кто понимает. Но золотые украшения никуда не исчезли. Просто делают их теперь поскромнее.
А знаете, как их делают? Современные технологии сильно изменили ювелирное производство. Недавно я побывал на одном из крупнейших в России ювелирном производстве. Оно расположено в Москве, и работающие на нем мастера создают более 30 тысяч ювелирных украшений. Если хотите знать, каких высот достигла ювелирная индустрия, то переходите под кат, я все расскажу и покажу.
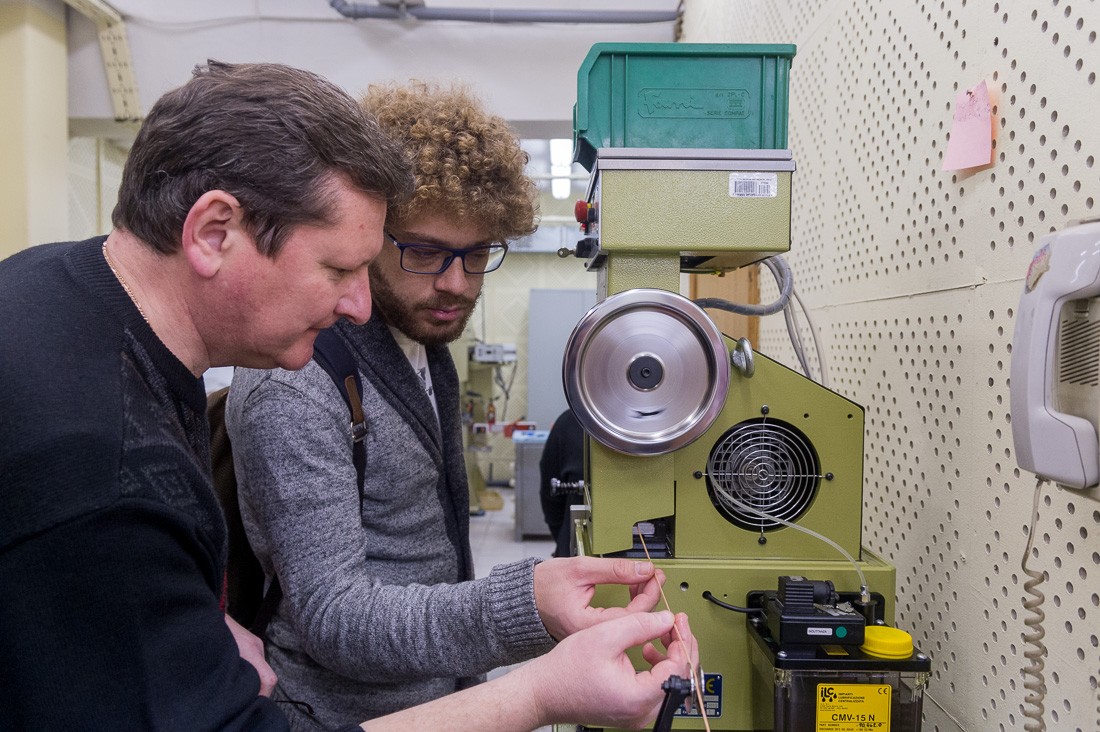
Экскурсию по фабрике мы начали с цепевязального производства. Мне рассказали, что тут установлено лучшее оборудование, которое может плести сотни разных видов цепей.

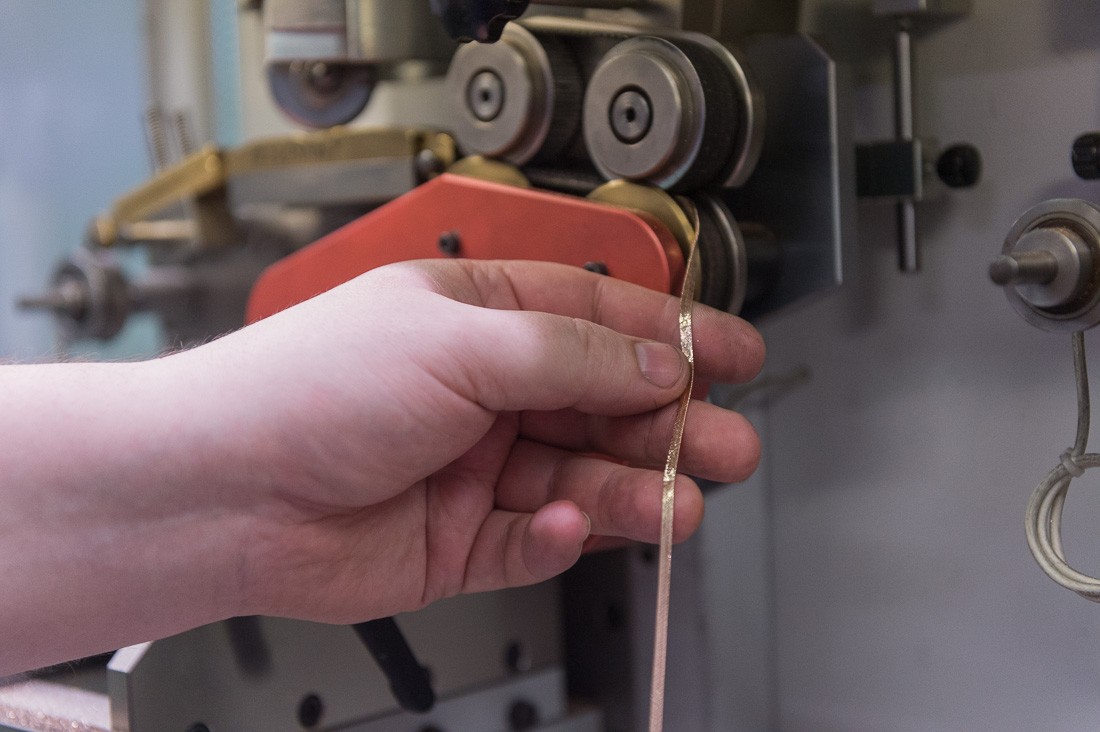
Прежде всего сотрудники завода изготавливают сплавы, из которых потом будут плестись цепи. В сплавы помимо золота добавляют серебро, медь и цинк. Тут главное соблюсти правильную пропорцию. От нее в конечном итоге будут зависеть проба, цвет и прочность цепей. Поэтому при производстве сплавов металлы смешивают с точностью до 0,01 грамма. Готовый сплав выливают в воду, и он застывает в виде множества маленьких гранул. Потом из этих гранул отливаются золотые прутки по 5 миллиметров в диаметре. Их отправляют в прокатные станки, и после обработки они превращаются в мотки золотой проволоки.
Проволоку загружают в станки-автоматы, которые по заданным настройкам плетут из них цепи. Базовых видов плетения больше 20, но есть еще огромное множество разных вариаций. Есть и уникальные, то есть такие, у которых них нет аналогов в мире, их плетут исключительно на российском заводе «АДАМАС». Всего здесь больше 130 цепевязальных станков. Все они итальянского производства, и на сегодняшний момент они лучшие в мире.

После этапа плетения цепи протягиваются через специальные аппараты. В них под воздействием температуры запаиваются все звенья. Чтобы проверить качество пайки, цепи испытывают на прочность. И после испытаний их отправляют на алмазную огранку.

Цепи наматываются на стальной барабан, температура которого составляет –12 градусов. Минусовая температура нужна для того, чтобы цепи примерзли и хорошо зафиксировались.
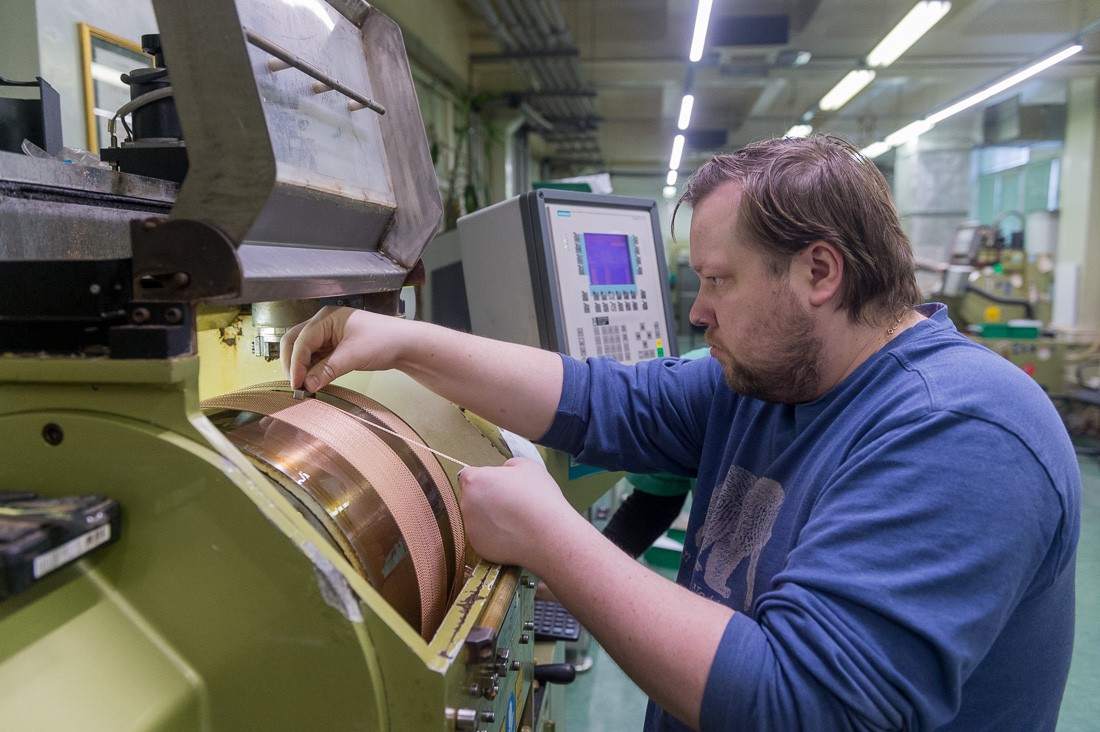
Оператор станка выбирает программу, и алмазные резцы в соответствии с этой программой обрабатывают цепи. В результате они приобретают гладкую блестящую поверхность.
Затем обработанные цепи отправляют на нарезку. Это делается вручную. Так же вручную на получившиеся цепочки и браслеты надевают переходные элементы и замки. После сборки готовые изделия помечают оттиском компании-изготовителя.
Далее они проходят операции опробования и клеймения в Государственной инспекции пробирного надзора по Москве и Московской области. Каждое изделие проверяют на содержание золота, после чего на него ставят соответствующее клеймо — пробу. После этого изделия можно готовить к продаже: их чистят ультразвуком, сушат, проверяют, крепят к ним бирку, упаковывают и отправляют в магазины.



Еще на заводе развернуто большое ювелирное производство. Каждый месяц тут создается больше 15 тысяч ювелирных изделий: всевозможные кольца, серьги, подвески и кулоны. Все они производятся с большой долей ручного труда.

Создание любого ювелирного изделия начинается с эскиза. На производстве трудятся профессиональные дизайнеры и художники, которые создают детальные проекты будущих изделий. По этим проектам мастера изготавливают прототипы, или мастер-модели. Раньше мастер-модели изготавливались вручную, но здесь для этих целей используют 3D-принтер. Принтер создает восковой прототип украшения, а потом на его основе из серебра в единственном экземпляре отливается мастер-модель.

Мастер-модель служит для создания резиновых форм. Они изготавливаются в специальном аппарате под действием температуры и давления. На выходе получается прямоугольный кусок резины с серебряной мастер-моделью внутри. Этот кусок разрезают пополам, извлекают из него серебро, и резиновая форма готова.


Но в резиновую форму залить расплавленное золото не получится, поэтому мастера переходят к следующему этапу — созданию гипсовых форм. Для этого в резиновую форму под давлением впрыскивается расплавленный воск. Так как резиновая форма многоразовая, то таким образом удается создать много одинаковых восковых моделей изделия. Восковые модели крепятся на специальной восковой подставке в форме елочки.
Затем эта елочка погружается в емкость и заливается гипсом. Гипсовая форма отправляется в печь с температурой 650 градусов. Воск плавится и вытекает, а форма становится пустой. Теперь в нее можно заливать золото.
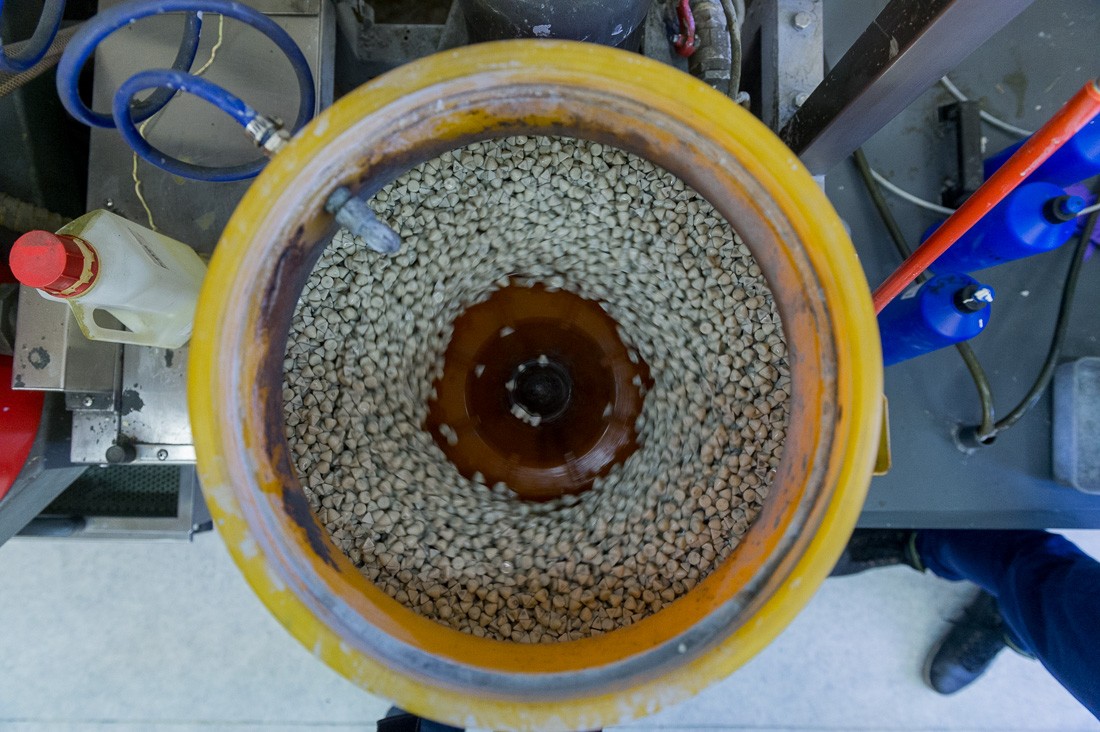
Отлитые в золоте изделия отправляются на сборку и полировку. Сначала их полируют в барабанах с разными наполнителями: это могут быть кусочки пластика или скорлупа грецкого ореха. После обработки в таких барабанах изделия проходят дополнительную ручную полировку на шлифовальном круге.

Следующий этап — спайка. Для нее используется водородная горелка. В отличие от газовых горелок, водородные позволяют произвести спайку намного аккуратнее и не окисляют золото.

И последний этап производства — установка камней. После этого ювелирные изделия точно так же, как и цепочки с браслетами, отправляют в Пробирную палату, чистят, проверяют, упаковывают и отправляют в магазины.

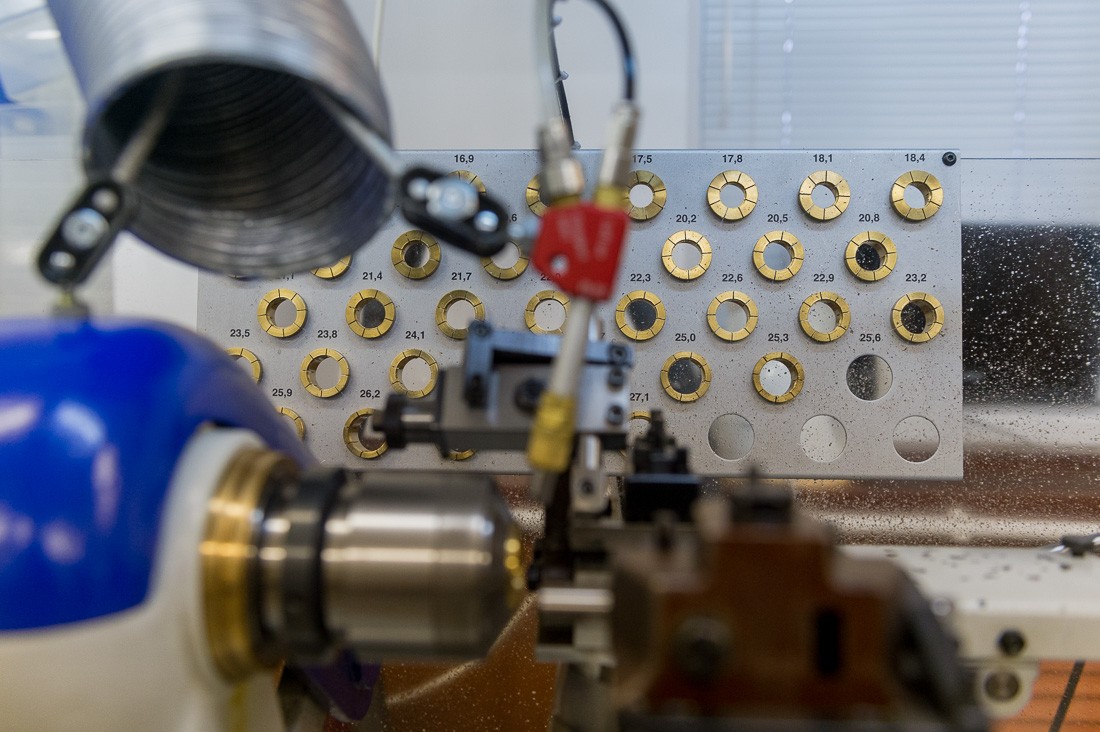
Еще мне показали, как производят обручальные кольца. Их делают из золотых трубок разного диаметра, в зависимости от размера будущих колец. Эти трубки вставляются в специальные станки, обрабатываются и нарезаются на кольца. Потом их точно так же, как и другие изделия, отправляют на доработку к мастерам-ювелирам.


Все изделия, произведенные на этом заводе, попадают в сеть ювелирных салонов «АДАМАС». Вспомните мой пост, когда загляните к ним за обручальным кольцом для невесты или подарком для жены )


